产品详情

发布时间:2025-12-21 10:53:45

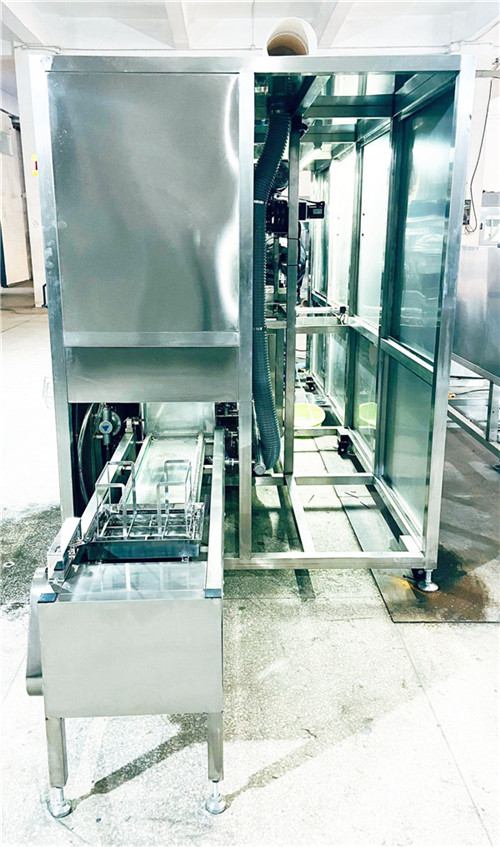
厦门和伟达超声波设备有限公司带你了解南平清洗线定制方案相关信息,钎焊后超声波清洗线广泛用于电子零件;电镀零件,精密五金件,表带,表壳,眼镜架,镜片,珠宝首饰,半导体硅片,喷丝板,过滤芯,玻璃器皿等清洗,应用范围广泛。适用行业纺机轴承、曲轴、保持器、锯片、汽摩配行业等。钎焊后超声波清洗线当正确、合适的钎焊好工件后,我们需要对钎焊接头进行清洗。通常焊接后清洗接头分为两个过程。第一个过程是去除所有的钎剂残留,第二个过程是通过酸洗,去除接头加热区域在焊接过程中形成的氧化。
钎焊后超声波清洗线酸洗去氧化部件在钎焊加热时,钎焊区域有的地方没有钎剂的保护,受热过程中会与空气中的氧气接触而发生氧化,导致表面颜色差异。所以一般需要将氧化物清除掉,恢复材料的本来颜色。去除该氧化物常用的方式为酸洗。超声波在钎焊过程中的影响机制可以归纳为三点超声波空化能够移除填充于金属与陶瓷之间的宏观气泡;陶瓷表面受原子的高速冲击;填充材料与陶瓷之间的摩擦。这些因素改善了陶瓷与填充金属间的润湿性。当超声作用时间从10s增加到90s时,陶瓷表面的润湿面积从16%提高到4%,连接强度也从95MPa升高到37MPa。
南平清洗线定制方案,声波清洗的效果和质量与超声波清洗的时间有关,时间太短不能达到清洗的质量要求,但时间太长不仅效率低,而且由于制件表面发生空化腐蚀而影响质量,油污严重,形状复杂的制件清洗时间宜长一些,具有各类镀层的制件,铝及铝合金制件清洗时间不宜过长。表面光洁度较高的制件,一般情况下,油污相对小些,清洗时间也不宜过长,具体情形时间的确定须经过实验而定。钎焊后超声波清洗线,定工位清洗,清洗时间一致,全自动硅片清洗。对各种机器进行零部件的按流水线式的方式进行清洗,清洗均匀。PLC自动控制,能够根据实际情况来更改清洗参数。独立的循环过滤系统,每个清洗工序都有独立的储液箱,使过滤更干净,更换滤芯方便。自动恒温控制和自动报警系统处理清洗过程中任何可能出现的题。可加装循环热风干燥设备。

超声波清洗力的来源超声波清洗一般采用两种清洗剂化学溶剂和水粉剂。就对污物油脂来说均有溶解渗透作用,这是一种化学作用力。而超声波的空化作用却是物理性的。超声波清洗是结合了化学作用和物理作用。首先靠化学作用对污物进行渗透溶解,然后通过超声波空化作用的产生的冲击力将物体表面的污物层剥离,对之进行搅拌分散乳化,并防止已脱离物件表面的污物重新附着在物体上。超声波作用于液态钎料时,会产生“声空化”作用和“声涡流”作用,可以破碎固体表面的氧化膜,辅助液态金属润湿于固体表面,并加快界面物质的传输速率。超声波导入的方式可以是直接将超声波施加于液态钎料池中,也可以将超声波直接施加到待焊试件上还可以将调制后的具有超声频率的激光脉冲照射到液态钎料表面。超声波辅助钎焊是一种无钎剂钎焊方法,可以在大气环境中直接进行钎焊,焊后无需清理钎剂,既降低了使用钎剂及清洗钎剂的成本,又避免了加热过程中钎剂产生的有毒蒸气对操作人员的危害,还可提高钎焊接头的抗腐蚀能力。同时超声波作用于熔体时还可以起到细化晶粒的作用,提高钎焊搭接接头的剪切强度,降低液固、液气的界面张力,增加钎料的毛细填缝能力。
去除钎剂残留疑难题当钎焊时,使用钎剂太少,或者加热使得部件过烧,在去除钎剂残留时,一般会出现题。此时钎剂已经完全氧化饱和,变成绿色或黑色,使用水已经难以将其去除。在这种情况下,需要使用到强酸溶液才能将钎剂残留去除。℃,25%的盐酸溶液中浸泡,轻轻搅动钎焊部件30s到2min左右,可以有效地去除该情况下难去除的钎剂残留。但是请注意强酸溶液活性是很强的,在将热的部件浸入其中时,要穿戴好防护面罩和手套,防止酸液飞溅到皮肤上。
厦门和伟达超声波设备有限公司带你了解南平清洗线定制方案相关信息,钎焊后超声波清洗线广泛用于电子零件;电镀零件,精密五金件,表带,表壳,眼镜架,镜片,珠宝首饰,半导体硅片,喷丝板,过滤芯,玻璃器皿等清洗,应用范围广泛。适用行业纺机轴承、曲轴、保持器、锯片、汽摩配行业等。钎焊后超声波清洗线当正确、合适的钎焊好工件后,我们需要对钎焊接头进行清洗。通常焊接后清洗接头分为两个过程。第一个过程是去除所有的钎剂残留,第二个过程是通过酸洗,去除接头加热区域在焊接过程中形成的氧化。
钎焊后超声波清洗线酸洗去氧化部件在钎焊加热时,钎焊区域有的地方没有钎剂的保护,受热过程中会与空气中的氧气接触而发生氧化,导致表面颜色差异。所以一般需要将氧化物清除掉,恢复材料的本来颜色。去除该氧化物常用的方式为酸洗。超声波在钎焊过程中的影响机制可以归纳为三点超声波空化能够移除填充于金属与陶瓷之间的宏观气泡;陶瓷表面受原子的高速冲击;填充材料与陶瓷之间的摩擦。这些因素改善了陶瓷与填充金属间的润湿性。当超声作用时间从10s增加到90s时,陶瓷表面的润湿面积从16%提高到4%,连接强度也从95MPa升高到37MPa。
南平清洗线定制方案,声波清洗的效果和质量与超声波清洗的时间有关,时间太短不能达到清洗的质量要求,但时间太长不仅效率低,而且由于制件表面发生空化腐蚀而影响质量,油污严重,形状复杂的制件清洗时间宜长一些,具有各类镀层的制件,铝及铝合金制件清洗时间不宜过长。表面光洁度较高的制件,一般情况下,油污相对小些,清洗时间也不宜过长,具体情形时间的确定须经过实验而定。钎焊后超声波清洗线,定工位清洗,清洗时间一致,全自动硅片清洗。对各种机器进行零部件的按流水线式的方式进行清洗,清洗均匀。PLC自动控制,能够根据实际情况来更改清洗参数。独立的循环过滤系统,每个清洗工序都有独立的储液箱,使过滤更干净,更换滤芯方便。自动恒温控制和自动报警系统处理清洗过程中任何可能出现的题。可加装循环热风干燥设备。
超声波清洗力的来源超声波清洗一般采用两种清洗剂化学溶剂和水粉剂。就对污物油脂来说均有溶解渗透作用,这是一种化学作用力。而超声波的空化作用却是物理性的。超声波清洗是结合了化学作用和物理作用。首先靠化学作用对污物进行渗透溶解,然后通过超声波空化作用的产生的冲击力将物体表面的污物层剥离,对之进行搅拌分散乳化,并防止已脱离物件表面的污物重新附着在物体上。超声波作用于液态钎料时,会产生“声空化”作用和“声涡流”作用,可以破碎固体表面的氧化膜,辅助液态金属润湿于固体表面,并加快界面物质的传输速率。超声波导入的方式可以是直接将超声波施加于液态钎料池中,也可以将超声波直接施加到待焊试件上还可以将调制后的具有超声频率的激光脉冲照射到液态钎料表面。超声波辅助钎焊是一种无钎剂钎焊方法,可以在大气环境中直接进行钎焊,焊后无需清理钎剂,既降低了使用钎剂及清洗钎剂的成本,又避免了加热过程中钎剂产生的有毒蒸气对操作人员的危害,还可提高钎焊接头的抗腐蚀能力。同时超声波作用于熔体时还可以起到细化晶粒的作用,提高钎焊搭接接头的剪切强度,降低液固、液气的界面张力,增加钎料的毛细填缝能力。
去除钎剂残留疑难题当钎焊时,使用钎剂太少,或者加热使得部件过烧,在去除钎剂残留时,一般会出现题。此时钎剂已经完全氧化饱和,变成绿色或黑色,使用水已经难以将其去除。在这种情况下,需要使用到强酸溶液才能将钎剂残留去除。℃,25%的盐酸溶液中浸泡,轻轻搅动钎焊部件30s到2min左右,可以有效地去除该情况下难去除的钎剂残留。但是请注意强酸溶液活性是很强的,在将热的部件浸入其中时,要穿戴好防护面罩和手套,防止酸液飞溅到皮肤上。







